
The global demand for freeze-dried berries and fruit continues to grow rapidly across the food industry, health and wellness sector, premium snack market, sports nutrition, baby food manufacturing, and foodservice businesses. Consumers increasingly prefer natural products with long shelf life, minimal processing, and maximum nutritional value.
Freeze drying, also known as lyophilization, is considered one of the most advanced food preservation technologies available today. It allows producers to create premium-value products while maintaining the original taste, texture, color, and nutritional profile of fresh berries.
What Is Freeze Drying?

Freeze drying is a dehydration process that removes water from frozen products through sublimation. During sublimation, ice converts directly into water vapor without passing through a liquid phase.
This process takes place under carefully controlled vacuum conditions and low temperatures, allowing the product structure to remain largely unchanged.
Unlike conventional drying methods that expose food to high temperatures, freeze drying preserves delicate compounds such as vitamins, antioxidants, enzymes, and natural aromas.
How Does the Freeze Drying Process Work?
The freeze drying process consists of several critical stages.
1. Rapid Freezing
Fresh berries are frozen to temperatures typically ranging between -35°C and -50°C. The water inside the product forms ice crystals, preparing it for the lyophilization process.
2. Vacuum Creation
The frozen product is transferred into a vacuum chamber where atmospheric pressure is significantly reduced.
3. Primary Drying (Sublimation)
Under controlled heat input, ice transforms directly into vapor and is removed through a condenser system. This stage removes the majority of the moisture while maintaining product integrity.
4. Secondary Drying
Residual bound moisture is removed to achieve the desired moisture content and long-term storage stability.
Which Berries Can Be Freeze-Dried?

- Strawberries
- Raspberries
- Blueberries
- Blackberries
- Cranberries
- Blackcurrants
- Sea Buckthorn
- Cherries
- Sour Cherries
- Mixed Berry Blends
The same technology is also widely used for fruits, vegetables, herbs, mushrooms, coffee, dairy products, and ready-to-eat meals.
Advantages of Freeze Drying

Maximum Nutritional Retention
Freeze drying can preserve up to 95% of vitamins, antioxidants, and bioactive compounds, making it one of the most effective food preservation methods available.
Natural Flavor and Aroma
Low-temperature processing minimizes flavor degradation and helps preserve the authentic taste profile of fresh berries.
Extended Shelf Life
Properly packaged freeze-dried products can remain stable for several years without preservatives while maintaining product quality.
Reduced Weight and Logistics Costs
By removing most of the water content, freeze-dried berries become lightweight, reducing transportation and storage expenses.
Rapid Rehydration
When exposed to water, freeze-dried berries quickly regain much of their original texture and appearance.
Applications of Freeze-Dried Berries
- Food manufacturing
- Bakery and confectionery production
- Breakfast cereals and granola
- Sports nutrition products
- Baby food production
- Premium snacks
- Foodservice and HoReCa
- Export-oriented food businesses
Why Is Freeze Drying a Profitable Investment?
The global freeze-dried food market has experienced consistent growth due to increasing consumer demand for healthy, natural, and convenient food products.
For berry producers and food processors, freeze drying offers several business advantages:
- Reduced post-harvest losses
- Significantly higher product value
- Access to international export markets
- Lower dependence on seasonal demand
- Premium product positioning
- Longer storage and distribution opportunities
In many cases, the market value of freeze-dried berries can exceed the value of fresh berries multiple times, creating attractive opportunities for food manufacturers and agricultural businesses.
What Equipment Is Required for Freeze Drying?
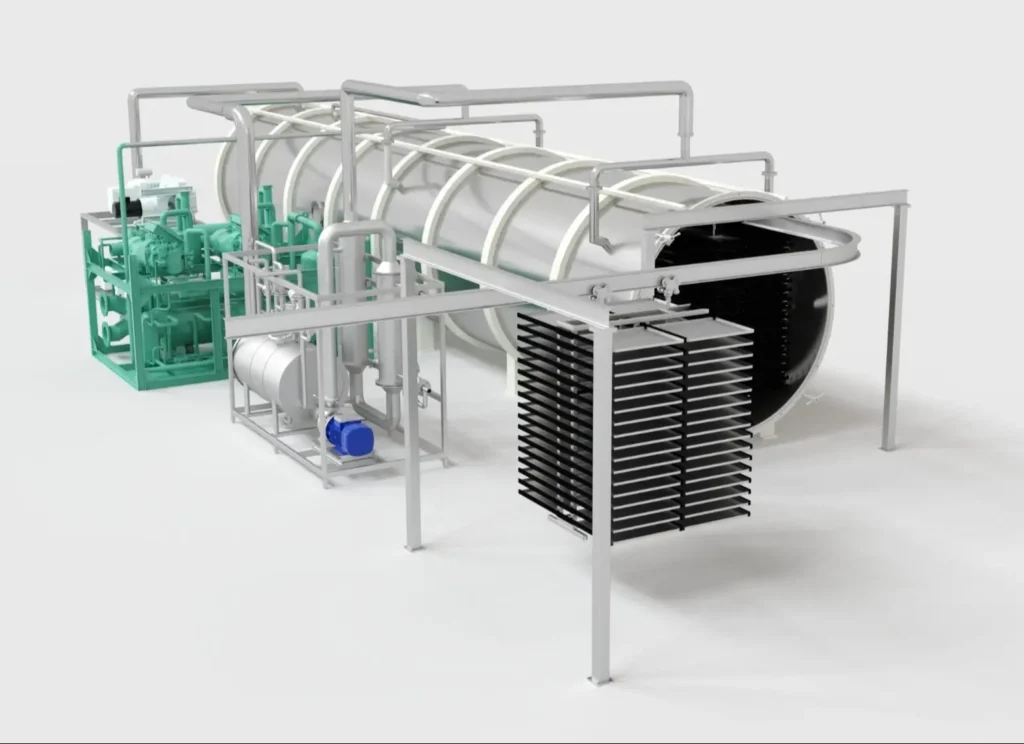
A typical industrial freeze drying facility includes:
- Blast freezing systems
- Freeze drying chambers
- Vacuum pumps
- Moisture condensers
- Industrial refrigeration systems
- Process automation and monitoring systems
- Packaging and storage equipment
The overall efficiency of a freeze drying plant depends heavily on refrigeration performance, process automation, energy optimization, and system design.
The Importance of Energy Efficiency
Freeze drying is an energy-intensive process, making energy-efficient refrigeration systems, advanced controls, and optimized plant design critical factors in reducing operational costs.
Modern automation platforms and industrial cooling solutions can significantly improve production efficiency while maintaining consistent product quality.
Conclusion
Freeze drying has become one of the most valuable technologies in modern food processing. It enables manufacturers to create premium-quality products with exceptional shelf life, high nutritional value, and strong export potential.
Koriel Group provides engineering, refrigeration, automation, and process cooling solutions for freeze drying facilities, helping food manufacturers achieve reliable production performance and long-term operational efficiency.