Industrial Blast Freezer & Tunnel Freezing Systems for Food Industry
Design and installation of industrial blast freezing systems, freezing tunnels, and commercial freezer rooms for meat processing, seafood industry, and agro-industrial facilities. Operating temperatures down to −40°C. We work with CO₂ (R744), freon-based, and ammonia refrigeration systems to deliver energy-efficient, EU-compliant freezing solutions.
Industrial Freezing Solutions
Industrial freezing systems for food processing and agro-industrial applications
Industrial food freezing systems are a critical part of modern production in the food industry and agribusiness. Advanced deep freezing technologies ensure
product quality preservation, minimize losses, and guarantee stable storage conditions during transportation and distribution across supply chains.

We design and deliver solutions for:
-

Meat processing plants
-
Fish and seafood processing facilities
-
Frozen and convenience food manufacturers
-
Agricultural and agro-industrial enterprises
-
Fruit and vegetable processing facilities
We implement blast freezing systems, freezing tunnels, and industrial cold storage and freezing chambers with temperature ranges of −18°C, −25°C and down to −40°C.
Freezing technologies and temperature regimes are tailored to each production process
We select the optimal refrigeration technology (CO₂, Freon), calculate cooling capacity, and integrate the system into existing industrial infrastructure to ensure maximum energy efficiency and operational reliability.
Industrial Blast Freezing Chambers
Industrial Blast Freezing Systems for Food Processing and Cold Storage
Industrial blast freezing is a high-performance refrigeration technology used in food processing plants and cold storage facilities to rapidly reduce product temperature to −18°C…−40°C. This rapid freezing process is widely applied for berries, vegetables, meat, fish, and ready meals, ensuring preservation of product structure, texture, and nutritional value.
Blast freezer systems are essential for food manufacturers in Europe, where fast freezing immediately after production or processing helps maintain product quality, meet HACCP requirements, and extend shelf life during storage, transportation, and distribution.
Key Advantages of Blast Freezing Technology
- minimal moisture loss (2–3%) and reduced product weight loss
- preservation of natural texture and internal product structure
- extended shelf life for frozen food products and semi-finished goods
- full compliance with HACCP and EU food safety regulations
Our Industrial Refrigeration Solutions
- blast freezing chambers and IQF freezing systems for berries and vegetables
- industrial cold storage and freezer rooms for food products
- compressor stations and refrigeration units for freezing systems
- automated temperature monitoring and control systems for industrial facilities

Blast Freezing vs Conventional Freezing: Temperature, Speed and Product Quality Comparison
| Parameter | Blast Freezing | Conventional Freezing |
|---|---|---|
|
Process Temperature |
−30…−40°C |
−18…−22°C |
|
Freezing Time |
30–120 minutes (rapid freezing process) |
6–24 hours |
|
Moisture Loss |
minimal (2–3%) |
5–10% |
|
Product Structure Preservation |
High (no structural damage) |
Partial deformation |
|
Typical Applications |
Berries, vegetables, meat, fish, seafood, ready meals, semi-finished products |
Long-term storage in cold storage warehouses |
We provide industrial blast freezer design and installation services for food processing plants and cold storage facilities, including refrigeration capacity calculations, compressor station selection, and integration of industrial refrigeration systems into production lines.
Our solutions are based on advanced refrigeration technologies such as CO₂ (R744) and freon systems, ensuring high energy efficiency, environmental sustainability, and reliable operation of blast freezing equipment at temperatures down to −40°C.
Tunnel Freezing Systems
Industrial Freezing Tunnel for Continuous Food Processing
Industrial freezing tunnels are used in high-capacity food processing plants where it is necessary to ensure a continuous freezing process for large volumes of food products.
Tunnel freezing technology enables rapid cooling and freezing of products on a conveyor belt system. These industrial freezing solutions are widely used for meat processing, fish and seafood production, ready meals, and deep processing of vegetables, berries, and fruits.
Freezing tunnel systems can be designed using freon refrigeration systems, CO₂ (R744) refrigeration systems, or ammonia-based industrial refrigeration units, depending on production capacity, required cooling performance, and energy efficiency requirements.
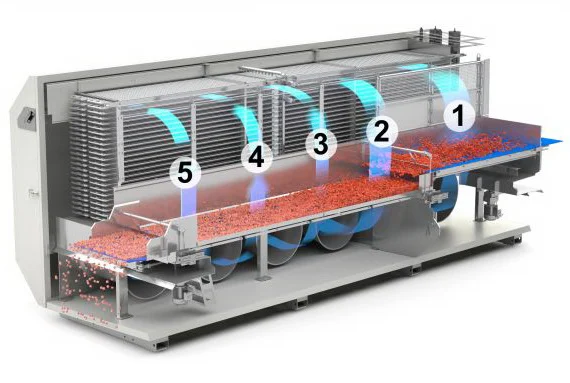
How an Industrial Freezing Tunnel Works
- Loading products onto the conveyor belt system
- Pre-cooling stage before freezing
- intensive rapid freezing process
- Reaching deep freezing temperature (up to −40°C)
- Unloading frozen food products for storage or packaging
Key Advantages of Tunnel Freezing Systems
- Continuous freezing process for industrial food production lines
- high capacity and productivity for large-scale operations
- uniform cooling and freezing of food products
- easy integration into conveyor-based production systems
- reduced product weight loss and minimal moisture loss
Our Engineering and Installation Services
- design of industrial freezing tunnels and conveyor freezing systems
- refrigeration capacity calculation for freezing equipment
- selection of compressor stations and refrigeration units
- selection of air coolers and heat exchangers for freezing systems
- integration of freezing tunnels into food production infrastructure
Freezing Tunnel Capacity and Performance
| Tunnel Type | Capacity | Application |
|---|---|---|
|
Compact freezing tunnel |
300 – 500 kg/h |
Small food production facilities and local manufacturers |
|
Medium-capacity freezing tunne |
500 – 1500 kg/h |
Meat processing, fish and seafood production, ready meals manufacturing |
|
Industrial freezing tunnel |
1500 – 5000 kg/h |
Large-scale food processing plants and industrial production lines |
Individual Quick Freezing
IQF Freezing — Individual Quick Freezing Technology for Food Processing
IQF (Individual Quick Freezing) is an advanced food freezing technology where each product piece is frozen separately using a high-speed cold air flow. This process prevents product sticking and ensures high-quality freezing results.
Thanks to intensive air circulation, products such as berries, vegetables, fruits, seafood, and ready meals retain their natural shape, texture, and nutritional value. IQF freezing systems are widely used in food processing plants and industrial production lines across Europe.
IQF freezing systems can be designed using different industrial refrigeration technologies depending on production capacity and energy efficiency requirements. The most commonly used solutions include freon refrigeration systems and modern CO₂ (R744) refrigeration systems, which provide high energy efficiency, environmental sustainability, and reliable operation.

-
Individual Freezing
each product piece is frozen separately without sticking together
-
Structure Preservation
products retain natural shape, texture, and visual appearance
-
Minimal Weight Loss
rapid freezing reduces moisture loss and improves product yield
-
High Production Capacity
efficient processing of large volumes in industrial food production lines
Applications of IQF Freezing Systems

Berry Freezing
IQF technology is widely used for freezing strawberries, raspberries, blueberries, and other berries without clumping or ice formation.

Vegetable Freezing
Individual quick freezing of peas, corn, broccoli, and other vegetables preserves product structure, color, and nutritional value.

Seafood
IQF is used for freezing shrimp, mussels, and other seafood without forming ice blocks or damaging product quality.

Meat Products
Freezing meatballs, burgers, nuggets, and other products on conveyor-based industrial freezing lines.

Ready Meals
IQF technology is used for rapid freezing of ready meals and convenience food products in industrial production.

Semi-Finished Products
Individual freezing allows portioning and packaging without loss of quality or product integrity
Industrial Refrigeration Technologies
Refrigeration Technologies for Industrial Freezing Systems
Industrial freezing systems use different refrigeration technologies depending on production scale, required cooling capacity, and energy efficiency of the system.
We select the optimal refrigeration solution for each project — from medium-sized food processing facilities to large industrial plants with continuous freezing lines and high-capacity production.
CO2 Refrigeration Systems (R744)
Environmentally friendly refrigeration technology with low GWP, widely used in modern industrial freezing systems and cold storage warehouses across Europe.
- high energy efficiency for industrial refrigeration applications
- environmentally sustainable and low global warming potential (GWP)
- full compliance with EU environmental regulations
- reliable operation at low temperatures down to −40°C
Freon Refrigeration Systems
The most common solution for medium-capacity food production facilities, blast freezing chambers, and freezing tunnels with moderate cooling demand
- flexible system configuration for different industrial applications
- cost-effective equipment and installation
- easy maintenance and service
- widely used in the food processing industry
Ammonia Refrigeration Systems
High-performance refrigeration technology for large-scale industrial plants, logistics centers, and cold storage warehouses requiring high cooling capacity.
- maximum energy efficiency for large industrial systems
- high refrigeration capacity for heavy-duty applications
- ideal for large food processing facilities and logistics hubs
- long service life and reliable operation
The choice of refrigeration technology depends on production capacity, required freezing temperatures, energy consumption, and environmental requirements of the industrial facility.
Our engineers provide refrigeration capacity calculations, equipment selection, and full integration of industrial refrigeration systems into food production and cold storage infrastructure.
Looking to implement modern freezing technology at your facility?
Refrigeration System Automation
Automation of Industrial Freezing Processes
Efficient industrial food freezing systems require not only high-performance refrigeration equipment but also intelligent automation and control systems.
We integrate freezing systems into centralized BMS and SCADA control systems, enabling real-time monitoring of refrigeration equipment, reduction of energy consumption, and stable temperature control in food processing facilities and cold storage warehouses.
Key Functions of Freezing System Automation
- 24/7 temperature monitoring of blast freezers and cold storage rooms
- control and optimization of compressor station operation
- automated control of fans, condensers, and cooling systems
- alarm notifications in case of temperature deviations
- energy consumption analytics for refrigeration systems
- remote access to control and monitoring systems
Reduced Energy Consumption
Optimization of compressor stations and ventilation systems allows reducing energy consumption of industrial refrigeration systems by up to 20–30%.
Product Quality Control
Continuous temperature monitoring ensures compliance with freezing process requirements and full alignment with HACCP food safety standards.
Reliable Operation of Production
The system automatically detects emergency situations and notifies personnel about deviations in the operation of refrigeration equipment, ensuring stable and safe production processes.
Learn more about refrigeration automation solutions and industrial monitoring systems:
Integrated Approach
Turnkey Industrial Refrigeration Solutions for Businesses
We deliver turnkey industrial refrigeration projects for food processing plants, logistics centers, and agricultural enterprises across Europe.
Our services cover the full project cycle — from technical audit and system design to installation, automation, and maintenance of industrial refrigeration systems.
completed industrial refrigeration projects
years of experience in industrial refrigeration
service support and system monitoring
customized engineering solutions
Industrial Climate and HVAC Systems
Design and implementation of ventilation, air conditioning, and climate control systems for industrial facilities and food production environments.
Cold Storage Warehouses
Design and construction of cold storage facilities for frozen and chilled food products with controlled environments.
CO2 Refrigeration Systems (R744)
Energy-efficient refrigeration solutions based on natural refrigerant CO₂ (R744) for industrial cooling and freezing applications.
Refrigeration Automation Systems
SCADA and BMS integration, monitoring, and energy-efficient control of industrial refrigeration equipment.
How We Work
Stages of Industrial Refrigeration Project Implementation
We implement comprehensive industrial refrigeration projects for food processing plants, logistics centers, and cold storage facilities. We provide a full cycle of services: technical audit of the facility, refrigeration capacity calculation, selection of compressor equipment, construction of cold storage rooms and freezing warehouses, as well as ongoing service and technical support.
Our solutions meet modern energy efficiency standards, technological requirements of the food industry, and ensure reliable operation of industrial refrigeration systems in cooling, deep freezing, and blast freezing modes.
-

Requirements Analysis and Technical Specification
Analysis of the facility, product type, production processes, and required temperature conditions for cooling, storage, or industrial food freezing systems.
-

Design and Engineering
Development of technical design for refrigeration systems, cooling capacity calculation, selection of refrigeration technology (CO₂, freon, or ammonia), and optimization of equipment energy consumption.
-

Equipment Selection and Supply
Supply of industrial refrigeration equipment including compressor stations, air coolers, heat exchangers, control automation systems, pipelines, and insulation materials.
-

Installation and Commissioning
Installation of refrigeration systems, pipeline installation, air cooler setup, and commissioning works to ensure stable operation of industrial cooling and freezing systems.
-

Automation and Monitoring
Setup of refrigeration automation systems, temperature monitoring, control of compressor stations, and integration into BMS and SCADA systems.
-

Service and Maintenance
Regular maintenance of refrigeration systems, technical support, and fast troubleshooting to ensure stable operation of cooling and freezing chambers.
FAQ
Questions and Answers
-
The cost of building blast freezing systems or cold storage facilities depends on the size of the facility, temperature requirements, product type, and required refrigeration capacity. It also depends on the refrigerant type (CO₂ or freon), level of automation, energy efficiency requirements, and installation complexity. After analyzing the technical requirements, we prepare a detailed calculation and a commercial proposal.
-
The installation of tunnel or IQF freezing systems typically takes from 3 to 8 weeks. The duration depends on the project scale, equipment capacity, system complexity, and level of automation integration. We provide a full cycle of services including design, equipment supply, installation, and commissioning.
-
Industrial refrigeration systems can use different refrigerants such as CO₂ (R744), ammonia (NH₃), or modern freon-based solutions. CO₂ systems are widely used in large logistics centers and food processing facilities due to their high energy efficiency and environmental compliance. The choice depends on system capacity, temperature requirements, and environmental standards.
-
Blast freezing systems are used in food processing plants, manufacturing facilities, logistics centers, and agricultural companies. They are applied for rapid freezing of meat, fish, berries, vegetables, semi-finished products, and ready meals. IQF technology allows individual quick freezing, preserving product structure and quality.
-
Yes, a preliminary refrigeration project estimate can be provided remotely. You need to provide information about the facility size, product type, required temperature conditions, freezing capacity, and other technical parameters. Based on this data, we prepare a preliminary commercial proposal and recommend the optimal refrigeration solution.
-
Yes, we provide maintenance, technical support, and modernization of industrial refrigeration systems. Remote monitoring solutions can also be implemented for temperature control and fast response to equipment failures.
-
Yes, we operate across the entire country. Our team has experience implementing industrial refrigeration projects in different regions, taking into account climate conditions and logistics requirements. We provide high-quality service and support at every stage of the project.
Completed projects
Our Projects





Our Clients
We are trusted




Our Partners
Work with us










Testimonial
Customers Says

Koriell Group completed the development of a refrigeration machine and its installation on CO2 for berry sublimation. We are very pleased with the cooperation because the work was completed on time. The equipment operates productively and energy-efficiently, which in turn reduces the cost of finished products.
We have had a positive experience working with the Coriel Group team. Just recently, 20-year-old blast freezing system with a new, modern and more efficient system that works flawlessly.
Any questions ?
99.9% Customer Satisfaction Based
If you have any questions or need assistance, please call us or send us an enquiry.